The smart Trick of Additive Manufacturing That Nobody is Discussings
Wiki Article
Oem for Beginners
Table of ContentsWhat Does Oem Mean?8 Simple Techniques For Manufacturing IndustriesOur Oem IdeasThe 3-Minute Rule for Manufacturing
With shot moulding, pre-dried granular plastic is fed by a forced ram from a receptacle right into a warmed barrel. As the granules are slowly progressed by a screw-type bettor, the plastic is required right into a warmed chamber, where it is thawed. As the plunger breakthroughs, the thawed plastic is required via a nozzle that rests versus the mould, enabling it to enter the mould tooth cavity through a gate and also runner system.The series of events throughout the injection mould of a plastic component is called the shot moulding cycle. The cycle starts when the mould shuts, adhered to by the shot of the polymer right into the mould tooth cavity. When the tooth cavity is loaded, a holding pressure is kept to compensate for product shrinking.
When the tooth cavity is 98% full, the maker switches from velocity control to stress control, where the cavity is "packed out" at a consistent pressure, where sufficient speed to reach wanted stress is required. This allows employees manage part dimensions to within thousandths of an inch or much better. Like all commercial processes, injection molding can produce problematic components, even in playthings.
The Greatest Guide To Lean Production
Trials are frequently executed before complete manufacturing runs in an effort to forecast problems as well as determine the ideal specs to utilize in the injection process.: 180 When filling up a brand-new or strange mould for the very first time, where shot size for that mould is unknown, a technician/tool setter may carry out a test run prior to a full production run.
Holding pressure is enhanced until the parts are free of sinks and part weight has actually been accomplished. Shot moulding is an intricate innovation with possible manufacturing issues. They can be created either by problems in the moulds, or much more commonly by the moulding process itself.: 4785 Moulding flaws Different name Descriptions Causes Sore Blistering Increased or layered zone on surface area of the part Tool or product is also warm, commonly caused by an absence of cooling around the tool or a defective heating unit.

Top Guidelines Of Lean Manufacturing
Embedded particulates Foreign bit (burned material or other) embedded in the part Particles on the device surface, polluted product or international particles in the barrel, or way too much shear warm shedding the material prior to shot. Flow lines Directionally "off tone" wavy lines or patterns Shot speeds also slow (the plastic has cooled down way too much throughout shot, injection speeds need to be established as rapid as is ideal for the process as well as material used).Filling too quickly, not permitting the sides of the component to establish up. Additionally mould might run out registration (when both fifty percents do not centre correctly as well as component walls are not the very same thickness). The supplied details is the usual understanding, Improvement: The Lack of pack (not holding) stress (pack pressure is utilized to load out even though is the component throughout the holding time).
In other words, as the part shrinks the resin separated from itself as there was not sufficient resin in the cavity. The void could occur at any type of area or the component is not restricted by the thickness however by the resin flow and thermal conductivity, but it is most likely to happen at thicker areas like ribs or bosses.
Knit line/ Combine line/ Transfer line Discoloured line where 2 circulation fronts meet Mould or material temperature levels set go to the website also reduced (the product is chilly when they satisfy, so they don't bond). Time for shift in between injection and transfer (to packing and holding) is prematurely. Turning Distorted component Air conditioning is as well short, product is also warm, absence of cooling around the device, inaccurate water temperature levels (the parts bow inwards in the direction of the hot side of the tool) Unequal reducing in between locations of the component.
Lean Manufacturing for Dummies
125 inch wall surface density is +/- 0. 008 inch (0. 2 mm).: 446 Power requirements [modify] The power required for this process of injection moulding relies on numerous things and also ranges products used. Production Processes Recommendation Guide states that the power requirements depend upon "a product's particular gravity, melting factor, thermal conductivity, component dimension, as well as molding rate." Below is a table from page 243 of the same referral as previously discussed that best shows the attributes pertinent to the power needed for the most typically used products.Along with placing assessment systems on automated gadgets, multiple-axis robots can remove parts from the mould and place them for additional processes. Certain circumstances include eliminating of parts from the mould right away after the components are created, this post in addition to applying equipment vision systems. A robot holds the component after the ejector pins have been included release the component from the mould.
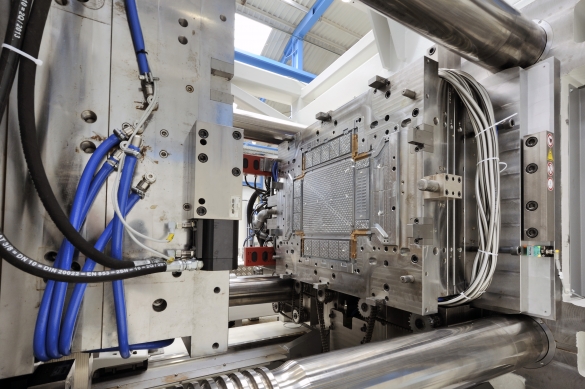
However why is shot molding maker production so efficient? And how does it function? To locate out, let's explore the subject and also address every one of the essential concerns, including what it is, the procedure behind it, its main advantages, as well as how to select the appropriate company. What is Shot Molding? is the procedure of making use of oem brand plastic to produce a vast range of parts and products.
The shot molding device utilizes custom-made mold and mildews to fill them out according to requirements, developing identical duplicates that can be tailored in a range of means. What's more, injection molding is a really functional procedure, enabling for a variety of different products and also surfaces, which makes it a preferred option in many markets with completely different goals and needs - hon hai precision.
Report this wiki page